WPC処理®
WPC処理®とは?

WPC処理®(特許)の「WPC」とは、
Wide Peening and Cleaning(幅広く 打ちつけて 清掃する)
又は、
Wonder Process Craft(不思議な、驚くべき 工程の 特殊技術)
の略です。
正式名称は「WPC処理®」ですが、WPC加工、ディンプル加工、MD加工、マイクロディンプル処理、MD処理、「微粒子ピーニング」とか「精密ショットピーニング」とも呼ばれ、学会では「FPB(Fine Particle Bombarding)」の名称を使用しております。WPC処理®は、金属製品の表面に、目的に応じた材質の微粒子を圧縮性の気体に混合して高速衝突させるという表面改質技術のことです。この手法においては、処理対象物の最表面で急熱・急冷が繰り返されます。
同時に材料表面の局所領域に多方向・多段・非同期の強加工が導入されることにより、微細で靭性に富む緻密な組織が形成され、高硬度化して表面を強化すると同時に、 表面形状を微小ディンプルへ変化させることによって摩擦摩耗特性を向上させます。そのため、機械部品・切削工具・金型等の強度と機能を向上させる表面改質加工技術として、幅広い分野でのご利用が可能です。
【高速衝突させる素材】
鋼、ステンレス、ガラス、セラミック、インジウム鉛、錫、銀、二硫化モリブデン、二硫化タングステン、窒化ホウ素、フッ素樹脂、他
- WPC処理®技術資料 (3MB)
WPC処理®の目的
WPC処理®は、金属表面処理の一種で金属の疲労強度向上と摺動性向上を主目的に処理されます。
では「疲労強度向上」とはいったい何のことでしょうか?金属は繰り返し力がかかるとだんだん強度が落ちてきます。例えば、材料の最初の強度が100とした場合、100より大きな力がかかると壊れます。逆に100以下の力であれば壊れません。しかし、50や60という強度的には壊れるはずがない力でも、それが何万回、何億回と繰り返しかかることにより壊れてしまうことがあります。これが金属疲労です。また、バネがヘタる(弱くなる)のも金属疲労が原因です。
ここがポイント!
WPC処理®は金属の強度を上げるのではなく、この金属疲労に対して非常に強くなります。ですから、ある力が加わると1回で壊れてしまう部品に処理をしても、壊れなくなる可能性は少ないと言えます。これは、材料の強度が足りないからです。逆にしばらくは持つけど何回かすると壊れてしまう部品に処理すれば寿命が延びたり壊れなくなる可能性は大きいと言えます。「摺動性向上」とは、滑りを良くして、摩耗を減らすということです。摺動抵抗の低減により車のパワーは僅かに上がりますが、大幅なパワーアップは期待しない方が良いでしょう。それよりも、摩擦熱の減少、焼き付き防止による耐久性の向上、レスポンスの向上が期待できます。
WPC処理®の方法と効用
<処理前後の顕微鏡による比較>
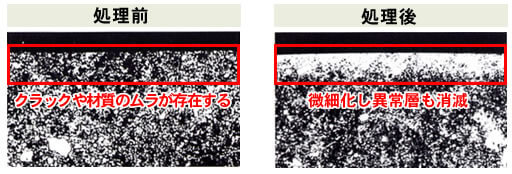
キズなどないように見える金属表面も顕微鏡で覗くと不均一な状態となっており、目に見えないクラックや材質のムラが存在します。金属疲労でパーツが破損するという場合、そのような部分が起点となって破損が始まります。写真は、ギヤに使われるSNCM420.浸炭窒化してあるが異常層という不均質な部分がどうしても存在します。これに、WPC処理®を行ったものでは、表面組織が微細化し異常層も消滅します。疲労強度も格段に上がります。
<処理前後の顕微鏡による比較>
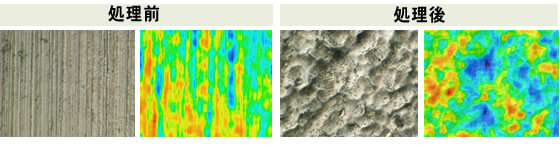
金属表面の顕微鏡写真。通常の研磨面は縦にスジが通っています。一見キレイなのだが、オイル潤滑するとき、油膜がスジに沿って逃げてしまいます。WPC処理®では、細かいメディアがぶつかり無数のディンプルができています。これがオイル溜りとなり、潤滑性を確保する事ができます。
処理可能な、工業関連部品
WPC処理®は、以下の工業に対して主に処理を行なうことができます。

篩とホッパー
篩
シューター
ずんどう
計量機部品
パンチ
ダイ
転造ダイス
エンドミル
ダイキャスト金型
カッター
医療用具
医療用具